Линко
Новая платформаЛинко
Скрыть менюГлавная
Поиск. Обзор сервисов Назад в раздел
Статьи по данной теме

Пример построения контрольных карт Шухарта с использованием образца для контроля. Рассмотрим использование контрольных карт для контроля стабильности показателей качества результатов анализа. Проведём достоверную оценку показателей повторяемости, внутрилабораторной прецизионности и точности результатов анализа.
Контроль стабильности результатов анализа
Что такое контрольная карта?
Контроль стабильности с использованием контрольных карт Шухарта:
Построение контрольной карты Шухарта
Анализ данных контрольных карт и их интерпретация
Пример построения контрольных карт Шухарта для ВЛК
Контроль стабильности результатов анализа |
В соответствии с ГОСТ ISO/IEC 17025 любая испытательная лаборатория должна располагать процедурами управления качеством для того, чтобы контролировать достоверность проведенных испытаний (анализа). Основным элементом подтверждения достоверности результатов анализа является реализация в лаборатории процедур внутреннего контроля качества результатов анализа.
Внутрилабораторный контроль всех видов основан на информации, получаемой в процессе выполнения контрольных процедур. Контрольная процедура – процедура получения показателей качества результатов анализа с использованием контрольных измерений (определений), выполненных с применением средств контроля.
В рамках системы внутреннего контроля рассматривают:
Основное отличие контроля стабильности от оперативного контроля состоит в том, что при реализации оперативного контроля вывод о том, удовлетворительна процедура анализа или нет, делается на основании одной контрольной процедуры. Контроль стабильности проводится в течение контрольного периода времени, с определенной периодичностью.
Контроль стабильности результатов анализа может предусматривать следующие формы:
1) контроль стабильности результатов анализа с использованием контрольных карт, реализуемый путем контроля и поддержания на требуемом уровне:
2) периодическая проверка подконтрольности процедуры выполнения анализа;
3) выборочный статистический контроль (по альтернативному признаку) внутрилабораторной прецизионности, точности результатов анализа, полученных за определенный период времени.
При организации контроля стабильности выбирают в зависимости от организации работ в лаборатории применительно к каждой процедуре анализа одну из форм контроля стабильности. В данной статье мы рассмотрим использование контрольных карт (а именно контрольных карт Шухарта) для контроля стабильности показателей качества результатов анализа.
Контроль стабильности результатов анализа с использованием контрольных карт является визуальным средством наблюдения за динамикой изменений показателей качества результатов анализа, последующего установления причин этого изменения и оперативного управления качеством анализа на основе установленных при работе с контрольными картами правил рассмотрения возникающих ситуаций. Анализ данных контрольных карт позволяет проводить как корректирующие, так и предупреждающие мероприятия (по ГОСТ ISO/IEC 17025), обеспечивающие получение результатов рабочих измерений с необходимой точностью.
Информация о статистических оценках показателей качества, получаемая при контроле стабильности с использованием контрольных карт, позволяет провести достоверную оценку показателей повторяемости, внутрилабораторной прецизионности и точности результатов анализа.
Что такое контрольная карта? |
Контрольная карта — это график, на который наносят в установленном порядке значения статистического показателя в последовательности выборок (контрольных процедур), используемый для управления процессом и снижения изменчивости процесса.
При построении контрольной карты по горизонтальной оси откладывают номер контрольной процедуры, соответствующий дате, исполнителю и другим факторам, характеризующим контрольную процедуру, а по вертикальной оси — результаты контрольных процедур (рисунок 1).
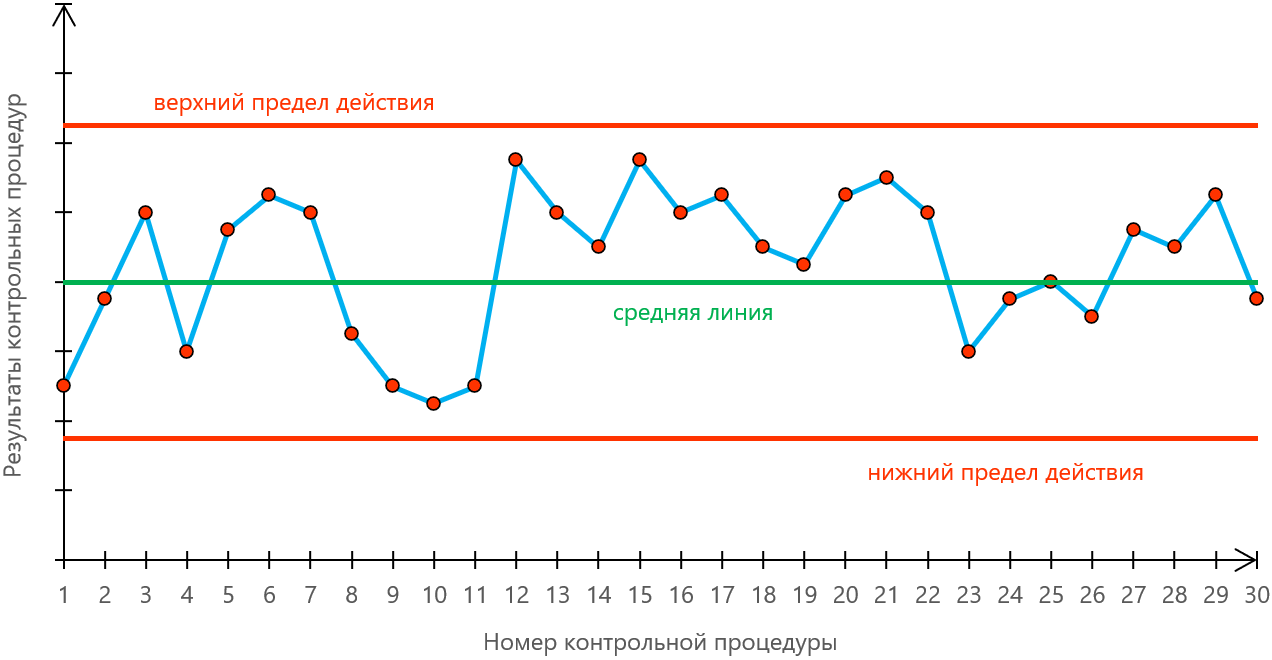
Рисунок 1. Общий вид контрольной карты
Контрольная карта состоит обычно из трех линий. Средняя линия представляет собой требуемое среднее значение характеристики контролируемого показателя качества. Две другие линии (контрольные границы), одна из которых находится над центральной — верхний предел действия, а другая под ней — нижний предел действия, представляют собой максимально допустимые пределы изменения значений контролируемого показателя качества.
Контрольная карта Шухарта (ККШ) — это контрольная карта с контрольными границами Шухарта, предназначенная для разделения причин изменчивости контролируемой характеристики на случайные или специальные. Применение контрольных карт Шухарта основано на сопоставлении результатов контрольных процедур с установленными нормативами контроля: пределами действия (устанавливаемыми для доверительной вероятности Р = 0,997) и пределами предупреждения (для доверительной вероятности Р = 0,95).
Контрольные границы на карте Шухарта находятся на расстоянии Зσ по обе стороны от средней линии, где σ — известное стандартное отклонение совокупности или его оценка.
Если статистика подчиняется нормальному распределению, границы на расстоянии ± Зσ от центральной линии показывают, что приблизительно 99,7 % значений статистики попадут в эти пределы при условии, что процесс находится в статистически управляемом состоянии. Вероятность нарушения границ, вызванного случайностью события, а не реальным изменением процесса, предполагается столь малой, что при появлении точки вне этих границ следует предпринять определенные действия. Так как действия предпринимают именно в этой точке, то контрольные границы уровня Зσ также называются «пределами действия».
Часто на контрольной карте границы проводят еще и на расстоянии ± 2σ. Тогда любое выборочное значение, попадающее за границы ± 2σ, может служить предупреждением о приближающемся выходе процесса из состояния статистической управляемости. Поэтому границы ± 2σ называют «пределами предупреждения».
Если по результатам наблюдений точка находится вне предупреждающих границ, но внутри контрольных границ, то, несмотря на то что никаких воздействий на процесс не требуется, необходимо обратить внимание на процесс для выявления наличия (или отсутствия) специальной причины изменчивости процесса. В этом случае может быть целесообразным сокращение интервала времени между контрольными процедурами и/или увеличение количества контрольных определений для выявления наличия изменений процесса.
Контроль стабильности с использованием контрольных карт |
Общий порядок действий при построении контрольных карт Шухарта выглядит следующим образом:
Таблица 1 — Порядок действий для контроля стабильности результатов анализа с помощью контрольных карт
| Шаг | Действие |
| 1 |
Выбрать алгоритмы проведения контрольных процедур:
|
| 2 | Определить необходимое число контрольных процедур и временной диапазон для их получения. |
| 3 | Рассчитать значения средней линии, пределов предупреждения и действия. |
| 4 | Нанести на контрольную карту значения средней линии, пределов предупреждения и действия (в виде горизонтальных линий). |
| 5 | В соответствии с выбранным алгоритмом проведения контрольных процедур получить результаты контрольных измерений и сформировать контрольные процедуры. |
| 6 | Рассчитать результаты контрольных процедур и в точке, соответствующей номеру контрольной процедуры, наносят их значения на контрольную карту. |
| 7 | Провести анализ контрольных карт и, при необходимости, корректирующие или предупреждающие действия. |
При определении необходимого числа контрольных процедур для достоверной оценки каждого из контролируемых показателей качества рекомендуется ориентироваться на приложения И, К РМГ 76-2014 (скачать pdf) (оценка контролируемого показателя качества считается достоверной, если неопределенность этой оценки не превышает 0,33). В разделе "Пример построения контрольных карт" мы подробно покажем, как по РМГ 76 найти искомые значения.
Необходимое число контрольных процедур, реализуемых в течение месяца, может быть установлено на основании рекомендаций, приведенных в таблице 2.
Таблица 2 — Рекомендуемое число контрольных процедур за месяц
| Число анализируемых рабочих проб за месяц | Число контрольных процедур, не менее |
| не более 10 | 2 |
| от 11 до 20 | 3 |
| от 21 до 50 | 4 |
| от 51 до 100 | 7 |
| от 101 до 200 | 10 |
| от 201 до 500 | 12 |
| свыше 500 | 15 |
При выполнении контрольных измерений с каждой серией рабочих проб допустимо откладывать на контрольной карте результаты контрольных процедур в привязке к однотипным условиям проведения анализа (например, один результат контрольной процедуры, выбранный случайным образом из числа полученных за рабочий день (ряд смен), если в течение рабочего дня (ряда смен) условия проведения анализа приняты стабильными). При этом временной диапазон для получения необходимого числа контрольных процедур определяют исходя из числа результатов контрольных процедур, откладываемых на контрольной карте.
Контрольные измерения выполняют по возможности равномерно в течение временного диапазона в соответствии с выбранным алгоритмом проведения контрольных процедур.
Динамику изменения стабильности процесса анализа отслеживают на основе регулярного анализа данных контрольных карт Шухарта. Интерпретация результатов анализа является основанием для проведения (при необходимости) корректирующих и/или предупреждающих действий с целью обеспечения стабильности процесса анализа рабочих проб.
Контрольные карты Шухарта допустимо строить в единицах измеряемых содержаний, в приведенных величинах, в относительных величинах.
Контрольные карты Шухарта в единицах измеряемых содержаний строят:
Примечание — В этом случае, при использовании в качестве средств контроля рабочих проб, определяют поддиапазоны, для которых устанавливают постоянные значения (в единицах измеряемых содержаний) показателей качества результатов анализа.
При построении контрольной карты значения средней линии, пределов предупреждения и действия, результаты контрольных процедур рассчитывают в соответствии с таблицей 3 (графа 2).
Контрольные карты Шухарта в приведенных величинах строят для всего диапазона анализа рабочих проб при наличии зависимости показателей качества результатов анализа от измеряемых содержаний и использовании различных средств контроля.
При построении контрольной карты используют приведенные величины — значения средней линии, пределов предупреждения, пределов действия, результатов контрольных процедур, нормированные:
Содержание определяемого компонента в используемых средствах контроля — ОК или рабочих пробах — должно соответствовать, в общем случае, началу, середине и концу диапазона анализа рабочих проб, при этом распределение средств контроля, частота проведения контрольных измерений для каждого из средств контроля подлежат согласованию с числом (объемом) рабочих проб, анализируемых в различных точках диапазона.
При построении контрольной карты расчет значений средней линии, пределов предупреждения, пределов действия, результатов контрольных процедур осуществляют в соответствии с таблицей 3 (графа 3).
Контрольные карты Шухарта в относительных величинах строят для всего диапазона анализа рабочих проб, если в этом диапазоне показатели качества результатов анализа установлены в виде постоянных значений в относительных единицах.
Требования к используемым при построении контрольных карт в относительных величинах средствам контроля аналогичны требованиям к средствам контроля при построении контрольных карт в приведенных величинах. Использование одного ОК при построении контрольных карт в относительных величинах нецелесообразно. В этом случае строят контрольные карты в единицах измеряемых содержаний.
При построении контрольной карты расчет значений средней линии, пределов предупреждения, пределов действия, результатов контрольных процедур осуществляют в соответствии с таблицей 3 (графа 4).
Таблица 3 — Расчет результатов контрольных процедур, нормативов контроля: пределов действия и предупреждения, средней линии — при построении контрольных карт Шухарта
| Наименование рассчитываемых параметров | Формула для расчета параметров в единицах измеряемых содержаний | Формула для расчета параметров в приведенных величинах* | Формула для расчета параметров в относительных величинах* |
| 1 | 2 | 3 | 4 |
| Контроль повторяемости (для n контрольных определений) | |||
| Результат контрольной процедуры | rк = Xmax − Xmin | rк,о = (Xmax − Xmin) / σr | r'к,о = 0,01 σr,отн rк,о = (Xmax − Xmin) / X̅ |
| Средняя линия | rср = an σr | rср,о = rср / σr = an | r'ср,о = an × 0,01 σr,отн |
| Предел предупреждения | rпр = A1,n σr | rпр,о = rпр / σr = A1,n | r'пр,о = A1,n × 0,01 σr,отн |
| Предел действия | rд = A2,n σr | rд,о = rд / σr = A2,n | r'д,о = A2,n × 0,01 σr,отн |
|
Примечание: Xmax (Xmin) — максимальный (минимальный) результат из n контрольных определений; σr — значение точечной оценки показателя повторяемости в единицах измеряемых содержаний, соответствующее содержанию компонента в пробе, найденному как среднее арифметическое значение результатов контрольных определений — X̅; σr,отн — значение точечной оценки показателя повторяемости в относительных единицах, % (в этом случае σr = 0,01 σr,отн × X̅). |
|||
| Контроль внутрилабораторной прецизионности (для двух контрольных измерений)** | |||
| Результат контрольной процедуры | Rк = | X̅1 − X̅2 | | Rк,о = | X̅1 − X̅2 | / σRЛ | R'к,о = Rк,о × 0,01 σRЛ,ОТН = | X̅1 − X̅2 | / X̿ |
| Средняя линия | Rср = a2 σRЛ | Rср,о = Rср / σRЛ = a2 | R'ср,о = a2 × 0,01 σRЛ,ОТН |
| Предел предупреждения | Rпр = A1,2 σRЛ | Rпр,о = Rпр / σRЛ = A1,2 | R'пр,о = A1,2 × 0,01 σRЛ,ОТН |
| Предел действия | Rд = A2,2 σRЛ | Rд,о = Rд / σRЛ = A2,2 | R'д,о = A2,2 × 0,01 σRЛ,ОТН |
|
Примечание: X̅1 (X̅2) — результат первичного (повторного) контрольного измерения; σRЛ — значение точечной оценки показателя внутрилабораторной прецизионности в единицах измеряемых содержаний, соответствующее содержанию компонента в пробе, найденному как среднее арифметическое значение результатов контрольных измерений — X̿ (X̿ = | X̅1 + X̅2 | / 2); σRЛ,ОТН — значение точечной оценки показателя внутрилабораторной прецизионности в относительных единицах, % (в этом случае σRЛ = 0,01 σRЛ,ОТН × X̿). |
|||
| Контроль точности с применением ОК | |||
| Результат контрольной процедуры | Kк = X̅ − C | Kк,о = (X̅ − C) / Kпр | K'к,о = Kк,о × 0,01 δл = (X̅ − C) / C |
| Средняя линия | Kср = 0 | Kср,о = Kср / Kпр = 0 | K'ср,о = 0 |
| Предел предупреждения |
Kпр,в = Kпр = Δл Kпр,н = − Kпр |
Kпр,в,о = Kпр,о = Kпр / Kпр = 1 Kпр,н,о = − Kпр,о = − 1 |
K'пр,в,о = K'пр,о = 0,01 δл K'пр,н,о = − K'пр,о = − 0,01 δл |
| Предел действия |
Kд,в = Kд = 1,5 Δл = 1,5 Kпр Kд,н = − Kд |
Kд,в,о = Kд,о = Kд / Kпр = 1,5 Kд,н,о = − Kд,о = − 1,5 |
K'д,в,о = K'д,о = 1,5 K'пр,о = 0,015 δл K'д,н,о = − K'д,о = − 0,015 δл |
|
Примечание: X̅ — результат контрольного измерения аттестованной характеристики ОК; С — аттестованное значение ОК; ± Δл = ± 2σ (Δл) — значение интервальной оценки показателя точности результатов анализа в единицах измеряемых содержаний, соответствующее аттестованному значению ОК; ± δл — значение интервальной оценки показателя точности результатов анализа в относительных единицах, % (в этом случае Δл = 0,01 Δл C). |
|||
* - При расчете результатов контрольных процедур, средней линии, пределов предупреждения и действия в приведенных и в относительных величинах используют значения результатов контрольных процедур rK, RK, KK, средней линии rcp, Rcp, Kcp, пределов предупреждения rпр, Rnp, Knp и пределов действия rд, Rд, Kд определяемые по формулам графы 2.
** - Значения коэффициентов an, A1,n, A2,n приведены в таблице 4.
Таблица 4 — Значения коэффициентов an, A1,n, A2,n
| n | an | A1,n | A2,n |
| 2 | 1,128 | 2,834 | 3,686 |
| 3 | 1,693 | 3,469 | 4,358 |
| 4 | 2,059 | 3,819 | 4,698 |
| 5 | 2,326 | 4,054 | 4,918 |
Построение контрольных карт Шухарта |
Результаты контрольных определений, результаты контрольных процедур, выводы оперативного реагирования по результатам контроля вносят в таблицу. Рекомендуемые формы приведены ниже (для контроля точности рассмотрен вариант с применением ОК; варианты с применением иных средств контроля приведены в РМГ 76-2014, п. 6.3.3 (скачать pdf)).
Также наряду с таблицами рекомендуется ведение Журнала контроля стабильности результатов анализа, где дополнительно приводится информация о шифре пробы, исполнителе, дате проведения анализа и другие данные, необходимые для идентификации контрольных измерений, а также проведенные корректирующие или предупреждающие действия либо ссылка на внутренний документ лаборатории, в котором эти действия отражены.
Рассчитанные в соответствии с таблицей 3 значения средней линии, предела предупреждения и предела действия используют для построения контрольной карты.
Для контроля повторяемости используют контрольную карту, на которой откладывают результаты контрольных процедур — расхождения результатов контрольных определений.
Для диапазона (поддиапазона) с постоянным значением показателя повторяемости результатов анализа на контрольной карте в единицах измеряемых содержаний откладывают расхождения результатов контрольных определений проб, содержание определяемого компонента в которых соответствует этому диапазону (поддиапазону).
Если НД на методику анализа предусматривает параллельные определения для получения результата анализа, то контрольную карту для контроля повторяемости допустимо строить с использованием результатов контрольных определений, выполняемых для получения результатов контрольных измерений при контроле внутрилабораторной прецизионности с применением контрольной карты.
Если НД на методику анализа не предусматривает параллельные определения, контрольную карту строят с использованием результатов контрольных определений, выполняемых специально для целей контроля повторяемости.
Таблица 5 — Данные для построения контрольной карты для контроля повторяемости
|
||||||||||||||||||||||
|
Номер контрольной процедуры l (l = 1,L🠒)* |
Результат контрольного определения |
Результат контрольной процедуры rкI = XmaxI − XminI (rк,оI = rкI/ σrI) (r'к,оI = rкI/ X̅I) |
Выводы о несоответствии результата контрольной процедуры пределу действия или предупреждения** | Результат интерпретации данных контрольной карты, требующий корректирующих/предупреждающих действий с целью обеспечить стабильность процедуры анализа рабочих проб*** | ||||||||||||||||||
| 1-го X1l | ... | n-го Xnl | ||||||||||||||||||||
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Для контроля внутрилабораторной прецизионности могут быть использованы карты двух видов:
1) карта, на которой откладывают результаты контрольных процедур для контроля внутрилабораторной прецизионности, получаемые для различных проб;
Такие контрольные карты в единицах измеряемых содержаний или в относительных величинах строят для диапазона (поддиапазона) с постоянным значением показателя внутрилабораторной прецизионности результатов анализа в единицах измеряемых содержаний σR или в относительных единицах σRЛ,ОТН соответственно, при этом используют пробы, содержание определяемого компонента в которых соответствует этому диапазону (поддиапазону).
2) карта, на которой откладывают последовательно текущие расхождения результатов контрольных измерений (предыдущего и последующего) одной и той же пробы, стабильной в течение временного диапазона, или OK.
RK2 = | X̅2 − X̅1 |,..., RKI = | X̅I − X̅I-1 |,..., RKL+1 = | X̅L+1 − X̅L | , где { X̅I, l = 1,..., L + 1 } — результаты контрольных измерений; L — число контрольных процедур. Результаты контрольных измерений получают в условиях внутрилабораторной прецизионности.
При построении карты выбирают один из вышеприведенных видов.
Таблица 6 — Данные для построения контрольной карты для контроля внутрилабораторной прецизионности (при использовании различных проб)
|
||||||||||||||||||||||
|
Номер контрольной процедуры l (l = 1,L🠒)* |
Результат контрольного измерения одной пробы |
Результат контрольной процедуры RкI = | X̅1I − X̅2I | (Rк,оI = RкI / σRЛI) (R'к,оI = RкI / X̿I) |
Выводы о несоответствии результата контрольной процедуры пределу действия или предупреждения** | Результат интерпретации данных контрольной карты, требующий корректирующих/предупреждающих действий с целью обеспечить стабильность процедуры анализа рабочих проб*** | ||||||||||||||||||
| первичного X̅1I | повторного X̅2I | |||||||||||||||||||||
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Таблица 7 — Данные для построения контрольной карты текущих расхождений для контроля внутрилабораторной прецизионности
|
||||||||||||||||||||||
|
Номер контрольного измерения l (l = 1,L+1🠒)* |
Результат контрольного измерения X̅l |
Результат контрольной процедуры RкI = | X̅l − X̅l-1 | (Rк,оI = RкI / σRЛ) (R'к,оI = RкI / X̿I) (l = 2,L+1🠒) |
Выводы о несоответствии результата контрольной процедуры пределу действия или предупреждения** | Результат интерпретации данных контрольной карты, требующий корректирующих/предупреждающих действий с целью обеспечить стабильность процедуры анализа рабочих проб*** | ||||||||||||||||||
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Для контроля точности используют контрольную карту, на которой откладывают результаты контрольных процедур. В статье рассмотрен вариант с применением образца для контроля (ОК); варианты с применением иных средств контроля приведены в РМГ 76-2014, п. 6.3.3.
При выборе контрольной процедуры для контроля точности с применением ОК допустимо в качестве средства контроля использовать контрольную пробу. В этом случае построению контрольной карты с применением контрольной пробы предшествует специальный эксперимент, предусматривающий одновременное проведение контрольных измерений ОК и контрольной пробы, что позволяет оценить наличие систематического смещения в результатах анализа контрольной пробы.
При построении контрольной карты для диапазона (поддиапазона) с постоянным значением показателя точности результатов анализа используют ОК или рабочие пробы, содержание определяемого компонента в которых соответствует этому диапазону (поддиапазону).
При построении контрольной карты для поддиапазона (диапазона) с постоянным значением показателя точности результатов анализа в единицах измеряемых содержаний (в относительных единицах) и при формировании контрольных процедур с применением контрольной методики анализа используют рабочие пробы, содержание определяемого компонента в которых соответствует поддиапазону (диапазону) с постоянным значением показателя точности результатов анализа в единицах измеряемых содержаний (в относительных единицах) как для контролируемой, так и для контрольной методик.
Таблица 8 — Данные для построения контрольной карты для контроля точности результатов анализа с использованием ОК (при построении контрольной карты в единицах измеряемых содержаний)
|
||||||||||||||||||||||||
|
Номер контрольной процедуры l (l = 1,L🠒)* |
Результат контрольного измерения X̅l |
Результат контрольной процедуры KкI = X̅l − C |
Выводы о несоответствии результата контрольной процедуры пределу действия или предупреждения** | Результат интерпретации данных контрольной карты, требующий корректирующих/предупреждающих действий с целью обеспечить стабильность процедуры анализа рабочих проб*** | ||||||||||||||||||||
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Таблица 9 — Данные для построения контрольной карты для контроля точности результатов анализа с использованием ОК (при построении контрольной карты в приведенных величинах или в относительных величинах
|
||||||||||||||||||||||
|
Номер контрольного измерения l (l = 1,L🠒)* |
Результат контрольного измерения X̅l |
Аттестованное значение ОК Cl |
Результат контрольной процедуры Kк,оI = (X̅I − Cl) / ΔлI (K'к,оI = (X̅I − Cl) / Cl) |
Выводы о несоответствии результата контрольной процедуры пределу действия или предупреждения** | Результат интерпретации данных контрольной карты, требующий корректирующих/предупреждающих действий с целью обеспечить стабильность процедуры анализа рабочих проб*** | |||||||||||||||||
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Анализ данных контрольных карт и их интерпретация |
С целью отследить динамику изменения стабильности процесса анализа проводят регулярный анализ контрольных карт в течение временного диапазона и их интерпретацию.
В случае контрольных карт для контроля повторяемости или внутрилабораторной прецизионности сигналом к возможному нарушению стабильности процесса анализа служит появление на контрольной карте следующих ситуаций:
1) одна точка вышла за предел действия;
2) девять точек подряд находятся выше средней линии;
3) шесть возрастающих точек подряд (при построении контрольной карты с использованием одного и того же ОК (пробы));
4) две из трех последовательных точек находятся выше предела предупреждения;
5) четыре из пяти последовательных точек находятся выше половинной границы зоны предупреждения (т. е. четыре из пяти последовательных результатов контрольных процедур превышают значение rср + (rпр − rср) / 2 при контроле повторяемости, значение Rср + (Rпр − Rср) / 2 — при контроле внутрилабораторной прецизионности).
Примечание — Допускается использовать другие тревожные ситуации в качестве сигналов к возможному нарушению стабильности процесса анализа.
В случае контрольных карт для контроля точности сигналом к возможному нарушению стабильности процесса анализа служит появление на контрольной карте следующих ситуаций:
1) одна точка вышла за пределы действия;
2) девять точек подряд находятся по одну сторону от средней линии;
3) шесть возрастающих или убывающих точек подряд;
4) две из трех последовательных точек вышли за пределы предупреждения;
5) четыре из пяти последовательных точек вышли за половинные границы верхней или нижней зоны предупреждения (т. е. значения четырех из пяти последовательных результатов контрольных процедур больше Кпр / 2 или меньше −Кпр / 2);
6) восемь последовательных точек находятся по обеим сторонам средней линии, и все эти точки вышли за половинные границы зоны предупреждения (т. е. модуль значений восьми последовательных результатов контрольных процедур превышает значение Кпр / 2).
При появлении одной из перечисленных ситуаций необходимо выяснить причины возникшей ситуации, приостановить процесс анализа (при необходимости) и провести корректирующие или предупреждающие действия.
Пример построения контрольных карт Шухарта для ВЛК |
Рассмотрим пример построения контрольных карт Шухарта по контролю точности, внутрилабораторной прецизионности и повторяемости с использованием образца для контроля в относительных величинах для методики определения содержания свинца в речной воде.
1) Методика: используется аттестованная методика определения массовой концентрации свинца в питьевых и природных водах методом атомно-абсорбционной спектрометрии с электротермической атомизацией.
2) Метрологические характеристики методики
| Диапазон измерений, мг/дм3 |
Показатель точности (при Р = 0,95) δ, % |
Предел повторяемости rотн, % |
Предел воспроизводимости Rотн, % |
| от 0,001 до 0,01 вкл. | 40 | 37 | 52 |
За результат анализа принимают среднее значение из результатов двух параллельных определений (n = 2).
3) Средство контроля: в качестве ОК используют СО воды с массовой концентрацией свинца (С = 0,002 мг/дм3).
4) Расчет числа результатов контрольных процедур, необходимых для достоверной оценки показателей качества результатов анализа, осуществляют следующим образом: вычисляют значение коэффициента γ и, опираясь на значение неопределенности (не более 0,33) при заданном в методике числе параллельных определений (n = 2) и найденном коэффициенте γ, по таблицам приложения И РМГ-76-2014 устанавливают минимально необходимое число контрольных процедур.
γ = ((γ*)2 + (n − 1) / n)0,5
Подставив показатели качества из методики (Rотн, rотн), получаем:
γ* = σRЛ,отн / σr,отн ,
σRЛ,отн = 0,84 Rотн / 2,77 = 0,84 × 52% / 2,77 = 16%,
σr,отн = rотн / 2,77 = 37% / 2,77 = 13%,
γ* = 16% / 13% = 1,2,
γ = ((1,2)2 + (2 − 1) / 2)0,5 = 1,4
Примечание — Равенство σRЛ = 0,84 σR применимо при отсутствии информации о значении σRЛ.
По таблицам приложения И РМГ-76-2014 определяем число контрольных процедур, необходимых для достоверной оценки показателей качества результатов анализа:
Принимаем, что 30 контрольных процедур будет достаточно для достоверной оценки стабильности показателей качества.
5) Расчет границ регулирования контрольных карт Шухарта производят следующим образом:
а) для контроля повторяемости:
средняя линия, r'ср,о = a2 × 0,01 × σr,отн = 1,128 × 0,01 × 13 = 0,15;
предел предупреждения, r'пр,о = A1,2 × 0,01 × σr,отн = 2,834 × 0,01 × 13 = 0,37;
предел действия, r'д,о = A2,2 × 0,01 × σr,отн = 3,686 × 0,01 × 13 = 0,48.
б) для контроля внутрилабораторной прецизионности:
средняя линия, R'ср,о = a2 × 0,01 × σRЛ,отн = 1,128 × 0,01 × 16 = 0,18;
предел предупреждения, R'пр,о = A1,2 × 0,01 × σRЛ,отн = 2,834 × 0,01 × 16 = 0,45;
предел действия, R'д,о = A2,2 × 0,01 × σRЛ,отн = 3,686 × 0,01 × 16 = 0,59.
в) для контроля точности:
средняя линия, K'ср,о = 0
пределы предупреждения К'пр,о = 0,01 δл = 0,01 × 0,84 × δ = 0,01 × 0,84 × 40 = ± 0,34;
пределы действия К'д,о = 0,015 δл = 0,015 × 0,84 × δ = 0,015 × 0,84 × 40 = ± 0,50.
6) Сводим данные для построения контрольных карт Шухарта в таблицу рекомендуемой формы:
Таблица 10 — Данные для построения контрольных карт Шухарта для контроля точности, для контроля внутрилабораторной прецизионности и повторяемости результатов измерений с использованием ОК (расчет величин в относительных единицах) и результаты интерпретации данных контрольных карт
| Объект | Вода поверхностных источников водоснабжения | |||||||||
| Определяемый показатель | Массовая концентрация свинца | |||||||||
| Методика анализа | Аттестованная методика определения массовой концентрации свинца в питьевых и природных водах методом атомно-абсорбционной спектрометрии с электротермической атомизацией | |||||||||
| Единица измерения | мг/дм3 | |||||||||
| Период заполнения контрольной карты | 10.01.22-23.12.22 | |||||||||
| Аттестованное значение образца для контроля | 0,002 | |||||||||
| Контрольная карта: | для контроля повторяемости | для контроля внутри-лабора-торной прецизионности | для контроля точности | |||||||
| Пределы предупреждения | r'пр,о=0,37 | R'пр,о=0,45 | K'пр,о=±0,34 | |||||||
| Пределы действия | r'д,о=0,48 | R'д,о=0,59 | K'д,о=±0,50 | |||||||
| Средняя линия | r'ср,о=0,15 | R'ср,о=0,18 | K'ср,о=0 | |||||||
| Но-мер кон-троль-ного изме-ре-ния l | Результаты параллель-ных определений Хl | Результат контрольного измерения X̅l | Результат контрольной процедуры | Вывод о несоответствии результата контрольной процедуры пределам действия или предупреждения | Результат интер-претации данных контрольных карт, требующий корректи-рующих действий с целью обеспечения стабильности процедуры анализа рабочих проб | |||||
| 1-го кон-трольного определе-ния Хl,1 | 2-го кон-трольного определе-ния Хl,2 | для контроля повторяе-мости rк,l=(Xl,max−Xl,min)/X̅ | для контроля внутри-лабора-торной преци-зионности Rк,l=|X̅1−X̅2|/X̿ | для контро-ля точности Kк,l=(X̅l−C)/C | при контроле повторяе-мости | при контроле внутри-лабора-торной преци-зионности | при контроле точности | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | 0,0014 | 0,0013 | 0,0014 | 0,071 | — | -0,300 | — | — | — | — |
| 2 | 0,0016 | 0,0021 | 0,0019 | 0,263 | 0,303 | -0,050 | — | — | — | — |
| 3 | 0,0026 | 0,0022 | 0,0024 | 0,167 | 0,233 | 0,200 | — | — | — | — |
| 4 | 0,0018 | 0,0014 | 0,0016 | 0,250 | 0,400 | -0,200 | — | — | — | — |
| 5 | 0,0021 | 0,0025 | 0,0023 | 0,174 | 0,359 | 0,150 | — | — | — | — |
| 6 | 0,0026 | 0,0024 | 0,0025 | 0,080 | 0,083 | 0,250 | — | — | — | — |
| 7 | 0,0023 | 0,0024 | 0,0024 | 0,042 | 0,041 | 0,200 | — | — | — | — |
| 8 | 0,0018 | 0,0016 | 0,0017 | 0,118 | 0,341 | -0,150 | — | — | — | — |
| 9 | 0,0016 | 0,0012 | 0,0014 | 0,286 | 0,194 | -0,300 | — | — | — | — |
| 10 | 0,0014 | 0,0012 | 0,0013 | 0,154 | 0,074 | -0,350 | — | — | Сверх предела преду-преж-дения | — |
| 11 | 0,0013 | 0,0015 | 0,0014 | 0,143 | 0,074 | -0,300 | — | — | — | — |
| 12 | 0,0027 | 0,0026 | 0,0027 | 0,037 | 0,634 | 0,350 | — | Сверх предела действия | Сверх предела преду-прежде-ния | Одна точка за пределом действия на карте по контролю преци-зион-ности. Две из трех после-дователь-ных точек за пределом преду-прежде-ния на карте по контролю точности. |
| 13 | 0,0022 | 0,0026 | 0,0024 | 0,167 | 0,118 | 0,200 | — | — | — | — |
| 14 | 0,0025 | 0,0019 | 0,0022 | 0,273 | 0,087 | 0,100 | — | — | — | — |
| 15 | 0,0028 | 0,0026 | 0,0027 | 0,074 | 0,204 | 0,350 | — | — | — | — |
| 16 | 0,0026 | 0,0021 | 0,0024 | 0,208 | 0,118 | 0,200 | — | — | — | — |
| 17 | 0,0024 | 0,0025 | 0,0025 | 0,040 | 0,041 | 0,250 | — | — | — | — |
| 18 | 0,0020 | 0,0023 | 0,0022 | 0,136 | 0,128 | 0,100 | — | — | — | — |
| 19 | 0,0023 | 0,0018 | 0,0021 | 0,238 | 0,047 | 0,050 | — | — | — | — |
| 20 | 0,0028 | 0,0022 | 0,0025 | 0,240 | 0,174 | 0,250 | — | — | — | Девять точек подряд находятся по одну сторону от средней линии на карте по контролю точности. |
| 21 | 0,0024 | 0,0027 | 0,0026 | 0,115 | 0,039 | 0,300 | — | — | — | — |
| 22 | 0,0025 | 0,0023 | 0,0024 | 0,083 | 0,080 | 0,200 | — | — | — | — |
| 23 | 0,0016 | 0,0015 | 0,0016 | 0,063 | 0,400 | -0,200 | — | — | — | — |
| 24 | 0,0018 | 0,0020 | 0,0019 | 0,105 | 0,171 | -0,050 | — | — | — | — |
| 25 | 0,0020 | 0,0019 | 0,0020 | 0,050 | 0,051 | 0,000 | — | — | — | — |
| 26 | 0,0022 | 0,0014 | 0,0018 | 0,444 | 0,105 | -0,100 | Сверх предела преду-прежде-ния | — | — | — |
| 27 | 0,0028 | 0,0018 | 0,0023 | 0,435 | 0,244 | 0,150 | Сверх предела преду-прежде-ния | — | — | Две из трех после-дователь-ных точек за пределом преду-прежде-ния на карте по контролю повторяе-мости |
| 28 | 0,0024 | 0,0020 | 0,0022 | 0,182 | 0,044 | 0,100 | — | — | — | — |
| 29 | 0,0025 | 0,0024 | 0,0025 | 0,040 | 0,128 | 0,250 | — | — | — | — |
| 30 | 0,0018 | 0,0020 | 0,0019 | 0,105 | 0,273 | -0,050 | — | — | — | — |
7) Строим контрольные карты и интерпретируем их данные. Выводы о несоответствии результатов контрольных процедур пределам действия или предупреждения (при наличии) и результаты интерпретации данных карт, требующие корректирующих действий, вносим в таблицу.
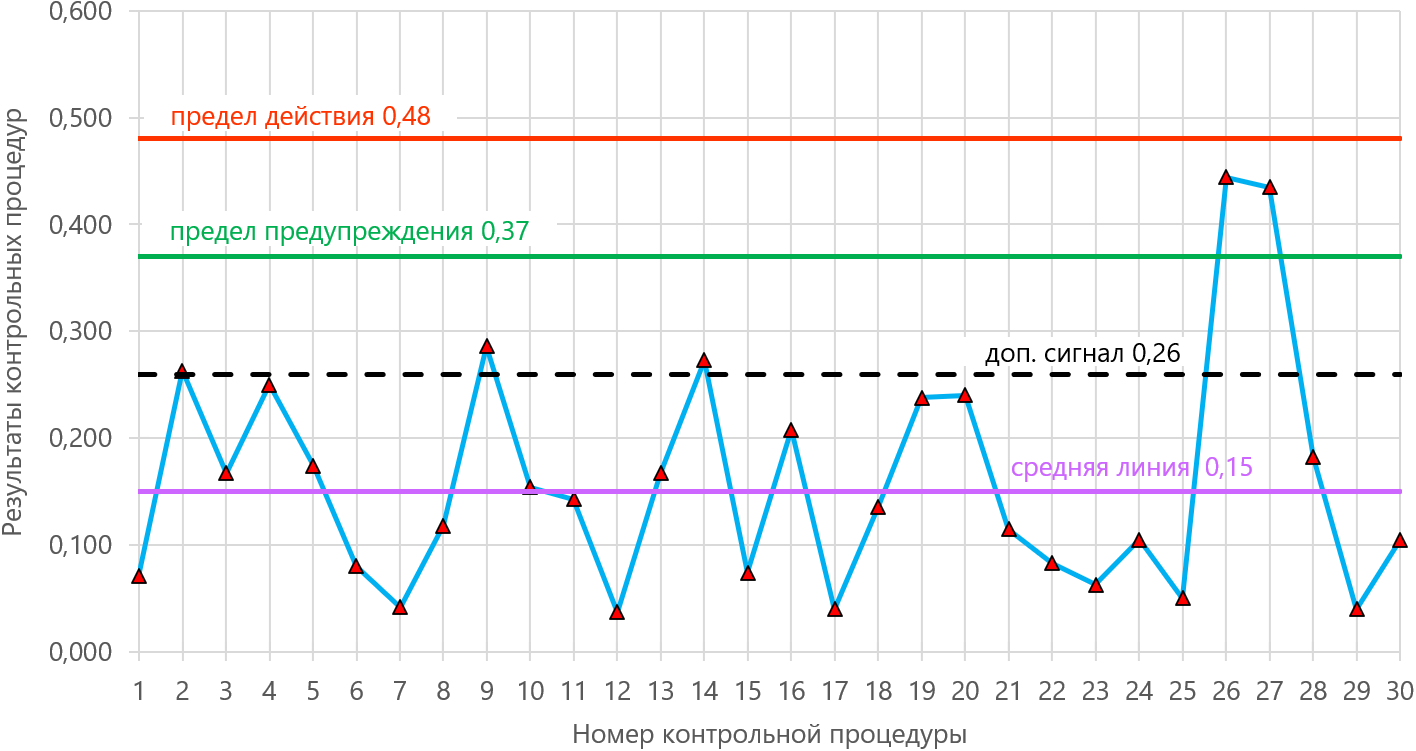
Рисунок 2. Контрольная карта Шухарта. Контроль повторяемости результатов измерений с использованием ОК (в относительных единицах)
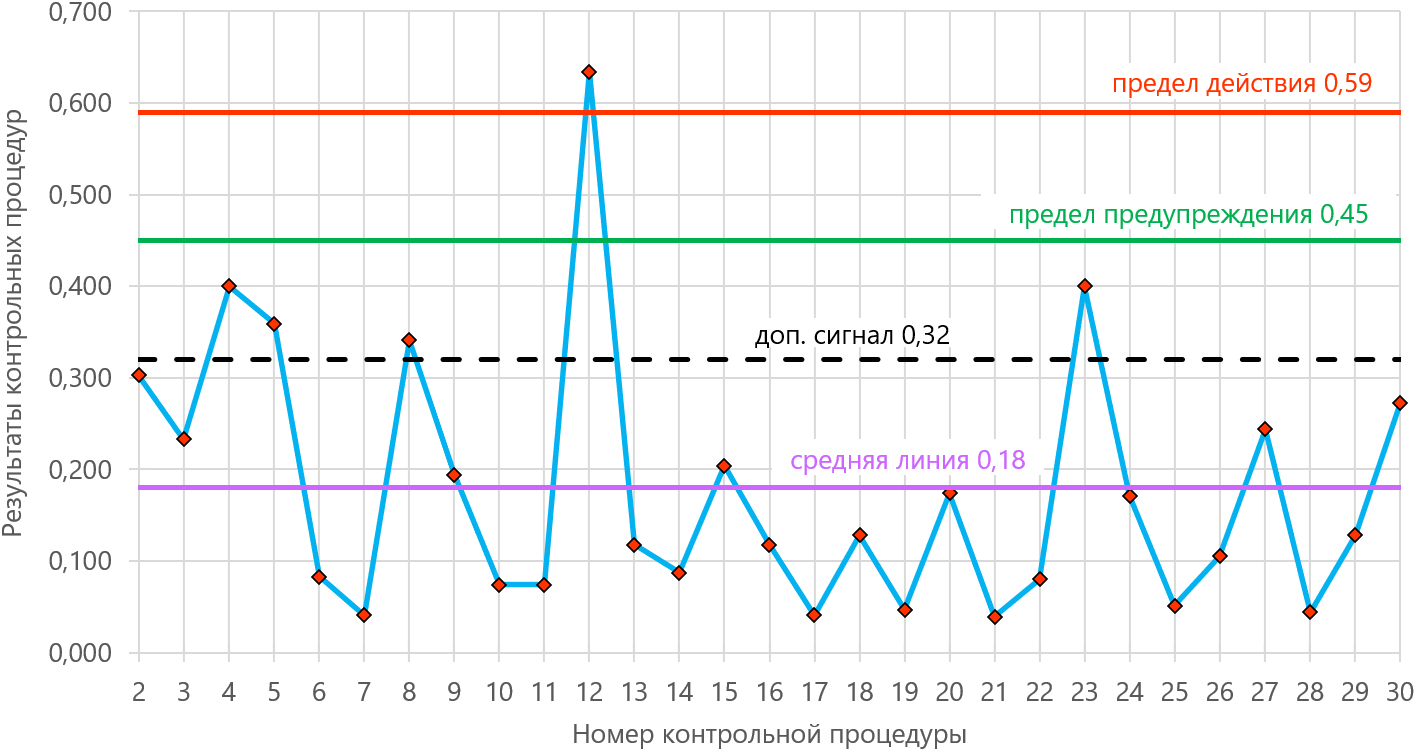
Рисунок 3. Контрольная карта Шухарта. Контроль стабильности внутрилабораторной прецизионности результатов измерений с использованием ОК (в относительных единицах)
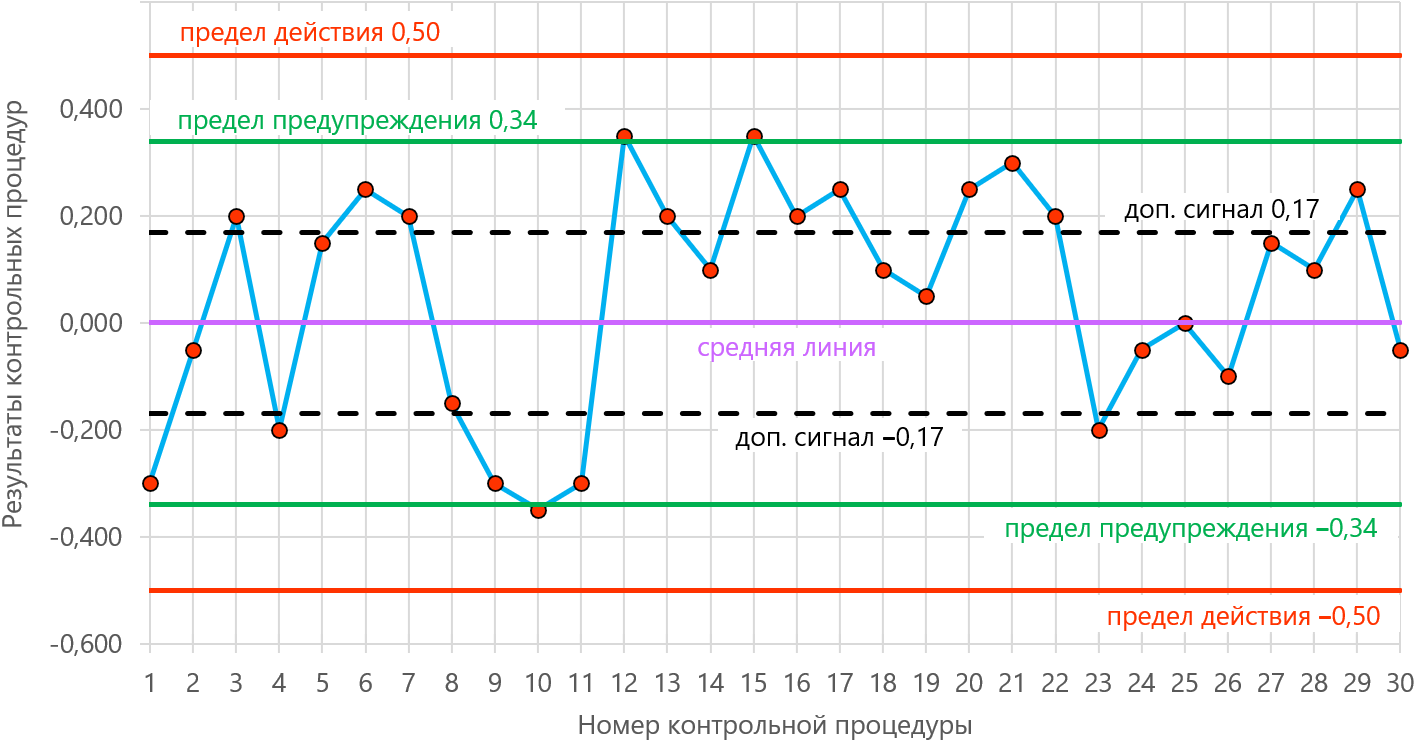
Рисунок 4. Контрольная карта Шухарта. Контроль точности результатов измерений с использованием ОК (в относительных единицах)
Примечание — В качестве дополнительного сигнала на картах отмечены сигналы к возможному нарушению стабильности процесса анализа, указанные в разделе "Анализ данных контрольных карт и их интерпретация": значение rср + (rпр − rср) / 2 при контроле повторяемости, Rср + (Rпр − Rср) / 2 — при контроле внутрилабораторной прецизионности), ± Кпр / 2 — при контроле точности.
Также с вышеприведенным примером построения контрольных карт Шухарта для контроля стабильности результатов анализа вы можете познакомиться в формате таблицы Excel (скачать xlsx).
1. ГОСТ ISO/IEC 17025-2019 «Общие требования к компетентности испытательных и калибровочных лабораторий».
2. ГОСТ Р ИСО 7870-1-2011 «Статистические методы. Контрольные карты. Часть 1. Общие принципы» (скачать pdf).
3. ГОСТ Р ИСО 7870-2-2015 «Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта» (скачать pdf).
4. РМГ 76-2014 «ГСИ. Внутренний контроль качества результатов количественного химического анализа» (скачать pdf).
3 августа 2022 г. 8:40


.jpg)

.jpg)